








基于剪切散斑干涉技术的电阻点焊评估:从过程监测到结构健康监测-LATAM-SHM2026
关键词:电阻点焊、结构健康监测、剪切成像、基于人工智能的数据评估、过程监测、NDT、SHEAROGRAPHY、RSW
1、引言
电阻点焊(RSW)是金属板材连接中应用最广泛的连接技术之一。该工艺具有周期短、自动化潜力高、变形小的特点,非常适合大规模批量生产。然而,每个焊点的结构完整性至关重要,特别是对于涉及安全及承重的部件而言。点焊的力学性能主要取决于被连接件之间金属结合的形成情况,以及能否获得足够大的焊点熔核直径。
确保点焊的可靠性仍面临诸多挑战。在工业实践中,通常通过基于样本的破坏性检测方法来对焊点质量进行评估,例如凿削试验、拉伸-剪切试验或金相切片分析。这些方法存在固有局限:耗时、成本高昂,且无法满足100%全检策略的要求。传统的无损检测(NDT)技术,如超声波或射线检测,则受限于表面可达性、复杂的几何形状以及较长的检测时间。因此,需要一种高效、可靠且非接触的在线监测方法,以确保制造过程中的焊点完整性。
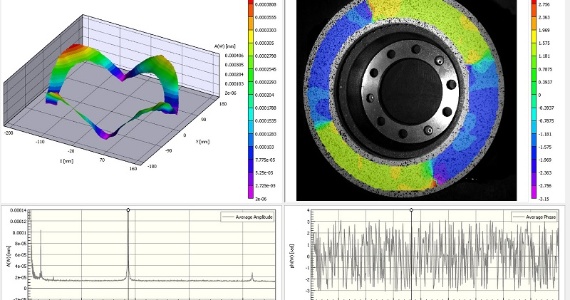
剪切散斑干涉作为一种全场光学干涉技术,在此类应用中展现出巨大潜力。该方法可检测由机械或热激励引起的微小表面变形梯度,这些梯度与部件的亚表面结构及刚度直接相关。这些特征模式可与焊点形成、焊点直径及整体力学性能建立关联。
早期研究表明,剪切散斑干涉技术在检测复合材料中的分层、脱粘及刚度变化方面极为有效。然而,该技术在应用于金属材料时,长期以来却因其高热导率和极低的表面顺应性而受到了阻碍。近期研究通过改进光学装置、采用先进的激励策略(如感应或热激励)以及优化数据处理算法,已成功克服了这些限制。
本研究探讨了剪切散斑干涉技术在电阻点焊工艺过程监测及结构健康监测(SHM)中的应用潜力。对于工艺过程检测,该方法可在焊接操作结束后立即应用,用于监测冷却过程中的表面变形,从而建立测量变形场与焊点质量之间的直接关联。对于SHM应用,则通过感应对现有焊点进行热激励,并分析其变形响应。
结果表明,剪切散斑干涉技术能够实现测量到的变形梯度与焊点力学性能(如焊点熔核直径)之间的定量关联。此外,基于人工智能的信号解读技术的整合显著提高了分类的准确性和鲁棒性,为一种适用于工业应用的自动化、无损100%检测方法铺平了道路。
2、焊接检测中剪切散斑干涉技术的基础
该技术基于激光散斑干涉法,通过在可控微小载荷作用下采集同一表面的两幅散斑干涉图并解算其相对相位差,获得由微小变形引起的相位分布。由于对局部变形梯度的变化敏感,在相同加载条件下可间接反映局部刚度异常,因而适用于亚表面缺陷识别及结构机械完整性评估。
在电阻点焊过程中,焊点熔核形成时的加热和随后的冷却会产生热机械应力和残余应变场,这些应力和应变场会在表面呈现出特征性的变形图案。
这些梯度分布以及焊点强度与焊点质量参数(如熔核直径)密切相关。合格的焊点呈现宽阔、对称且对比度高的干涉条纹,而缺陷焊点则显示出不规则或不对称的图案,并伴有信噪比降低的现象。
剪切散斑干涉在焊缝检测中的一个特别优势在于其激励方式的灵活性。焊点熔核直径和刚度既可以通过利用焊接后的残余热量及冷却引起的变形在焊接后直接评估,也可以通过后续的受控外部激励(如感应加热或机械载荷)进行评估。这两种方法都会产生反映接头内部质量的表面变形场,从而使该方法既可用于过程检测,也可用于结构健康监测。
与超声波或射线检测等传统的无损检测(NDT)方法相比,剪切散斑干涉技术可在单次采集内实现全场成像,无需耦合介质,且在涂层或曲面上的表现同样可靠。该技术直接捕捉机械响应而非热信号或声学信号,从而与刚度和接头完整性建立了更直接的联系。随着激光光源、相机技术及数字相位分析技术的持续进步,如今已能在工业环境下实现稳健的亚秒级测量。
总体而言,表面变形与焊点质量之间的相关性,构成了将剪切散斑干涉技术作为电阻点焊快速、非接触式无损检测方法的理论基础。该技术既可在冷却过程中应用,也可在后续激发时应用,从而能够对焊点质量进行全面的100%检测和结构健康监测。
3、实验装置与方法
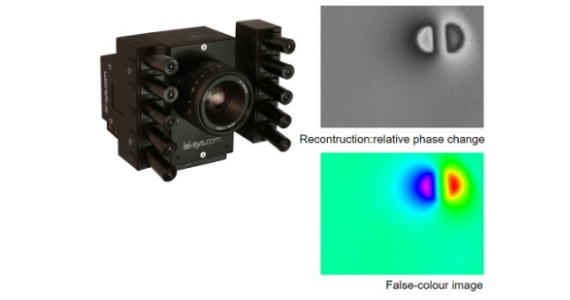
电阻点焊(RSW)接头的质量评估实验,采用了一台X型布局的气动电阻点焊机、直径为16mm的A型焊帽,以及两套由isi-sys GmbH公司提供的复合材料与结构缺陷激光无损检测系统(参见表1)。选择这两套剪切散斑干涉系统是为了满足工艺过程监测和结构健康监测(SHM)研究的不同需求:工艺过程监测系统需要具备较高的采集频率,而结构健康监测研究则采用了一套经济高效的系统,以确保在各种应用场景中具有广泛的适用性。所有实验均采用波长为658nm的激光二极管进行照明。实验材料选用尺寸为45 mm x 105 mm x 1 mm的DC04 ZE75/75钢板。工艺过程监测和结构健康监测研究均使用具有不同表面质量的物料批次,因此两项检测所需的RSW 工艺参数会因批次差异而略有不同。通过系统调整RSW工艺参数(参见表2和表4),制备了不同质量的焊点。通过凿削试验后测定焊点熔核直径来验证接头质量。该直径通过进行两次偏移90°的测量并计算平均值确定。为了进行结构健康监测(SHM)研究,还额外制备了焊点熔核的横截面样本并进行了显微镜检查。
RSW接头的过程质量监测 | RSW接头的结构健康监测 | |
剪切散斑干涉系统 | SE4 制造商isi-sys GmbH | SE2 制造商isi-sys GmbH |
分辨率 | 12.3MPx | 5MPx |
实验采集频率 | 30Hz | 8Hz |
剪切角 | 45° | 0° |
剪切值 | 2mm | 1.5mm |
RSW接头的激励 | 被动式,利用RSW接头的冷却 | 主动式,采用立方体电感器进行感应加热 |
激励参数 | RSW工艺参数(见表2) | 功率:5.5kW;频率:12.5Hz;脉冲持续时间:0.2s |
表1:过程监测与SHM研究数据
3.1 RSW接头的在线质量监测实验装置与数据处理
为研究RSW接头的过程质量监测,必须考虑不同质量等级的焊点。RSW接头的质量等级划分为以下几类:
· 标准尺寸焊点熔核
· 中等尺寸焊点熔核
· 小尺寸焊点熔核
· 锌层粘结失效
实验装置如图1所示。剪切散斑干涉系统及用于相干照明的激光二极管均布置在接合区域附近。为实现实时过程监测,每个点焊部位均分析了四副剪切图像。这些剪切图中,参考图像与分析图像的拍摄时间差异极小。具体参数详见表3。该方法旨在提高过程鲁棒性,以应对轻微时间波动的影响并增加数据量。分析模型采用使用基于MVTec Deep Learning Tool 23.11构建的神经网络。该网络使用489张剪切图进行训练。训练期间,使用74张图像对该网络进行测试,并采用73张图像组成的独立数据集进行验证。该模型基于一个紧凑的预训练卷积神经网络(CNN)。此类模型兼具应用效率和训练效率的双重优势。该网络类型具有三个8位通道,并针对224×224像素的图像进行了优化。因此,在处理前将剪切图压缩至该分辨率。
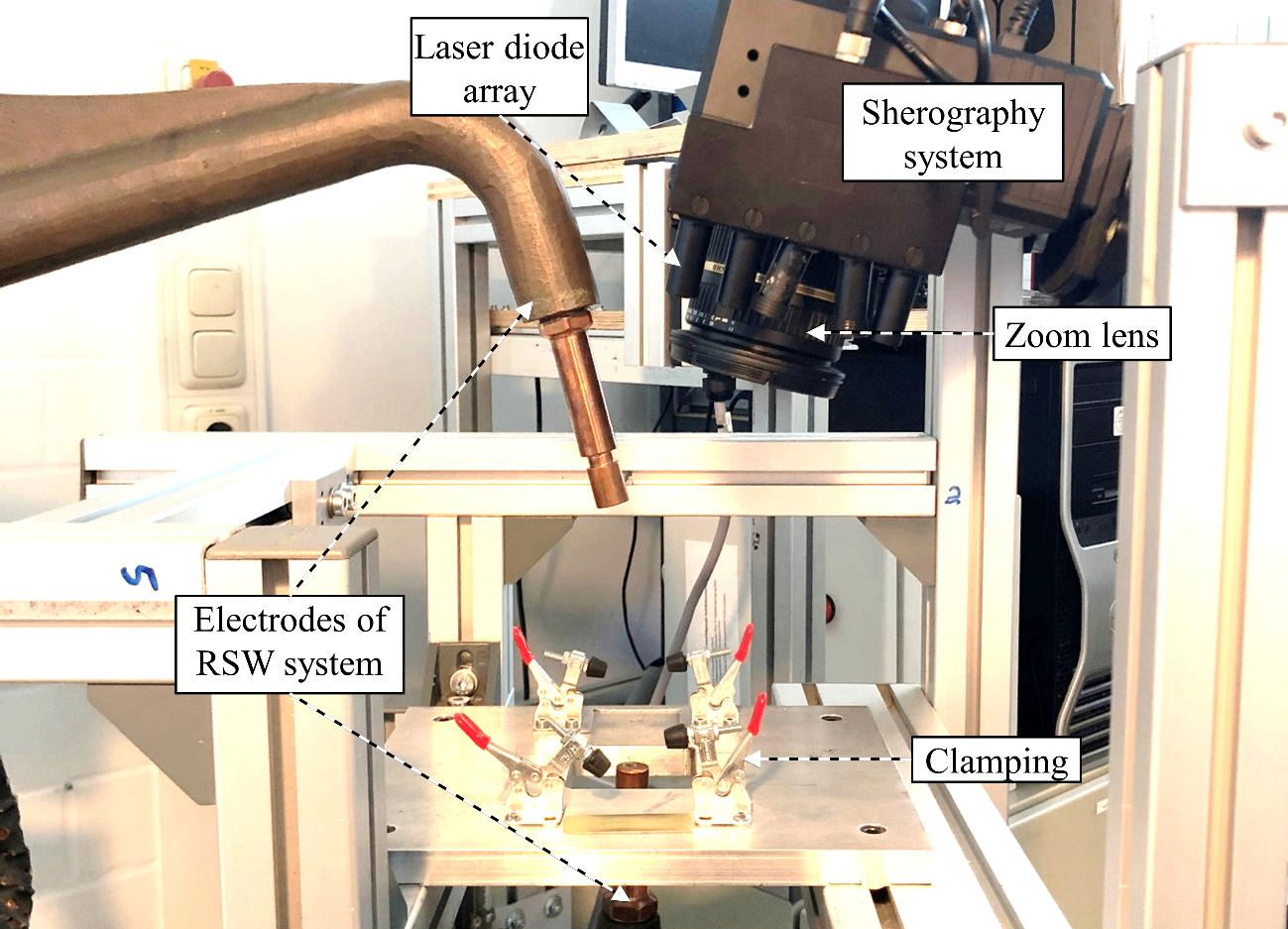
图1:基于剪切散斑干涉的RSW在线质量监测实验设置
3.2 RSW接头的结构健康监测(SHM)实验设置与数据处理
开展SHM研究的目的是开发一种经济高效且可自动化的无损检测方法。SHM分析是在电阻点焊工艺完成后,采用感应激励方式进行的。实验中使用了一种尺寸为80mm×70mm×65mm的立方体电感器,采用透射配置。激励参数和剪切图像参数如表1所示。实验装置如图2所示。制备并检测了以下三类质量等级的RSW接头:
· 标准尺寸焊点熔核
· 小尺寸焊点熔核
· 锌层粘结失效
基于信噪比(SNR)的分析,对结构健康监测实验中的剪切图数据进行评估。为此,使用isi-Studio软件(isi-sys GmbH)生成并导出了解调后的剪切图,随后对焊点熔核进行了基于线的评估。
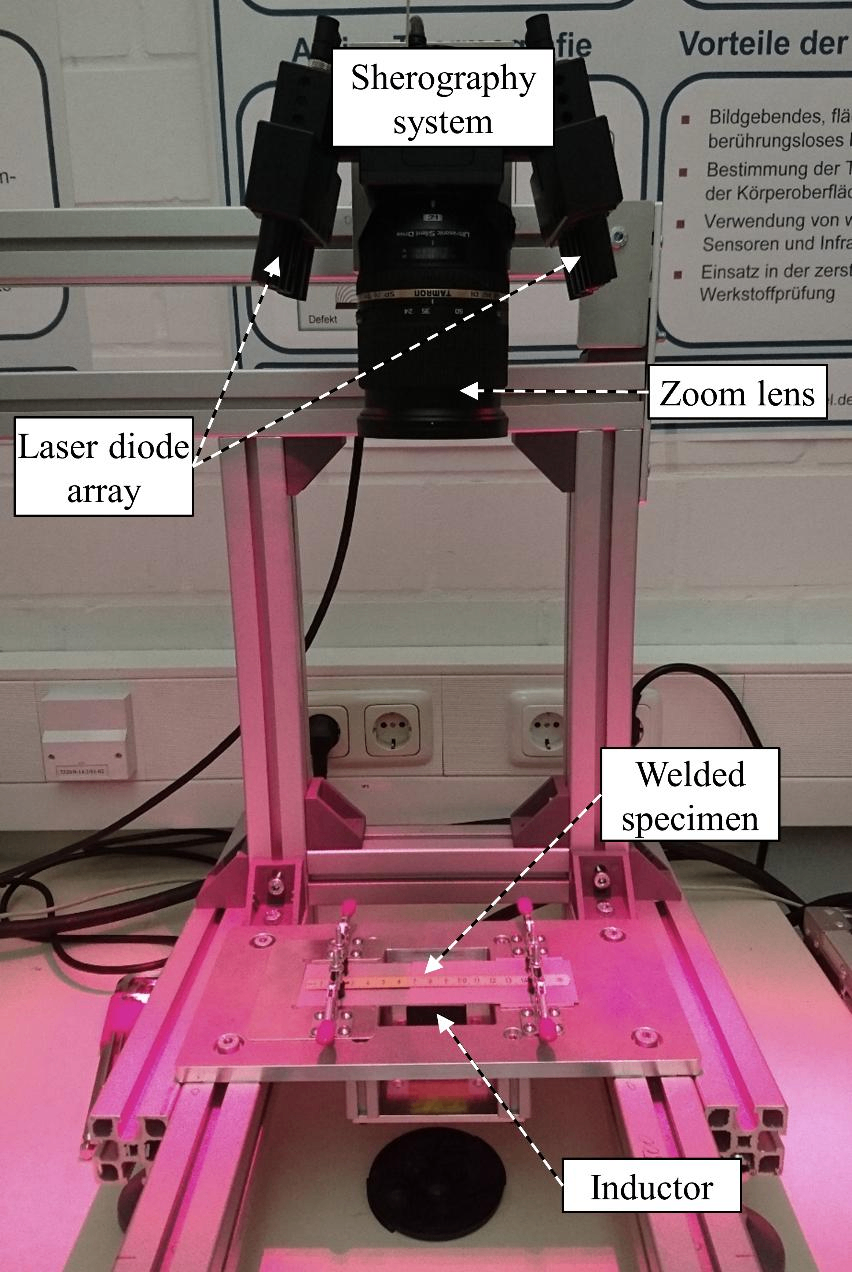
图2:SHM实验的实验装置
4、基于剪切散斑干涉的在线质量监测
作为利用剪切散斑干涉技术实现电阻点焊过程质量保证的第一步,采用图1所示的实验装置制备了四个不同质量等级的焊点熔核。为此,对电阻点焊参数进行了调整(见表2)。所有质量等级的挤压时间和保压时间均保持恒定,各为500ms。通过第3章中描述的凿削试验法,测定了相应的焊点熔核直径。对焊点熔核直径的分析证实,所设定的电阻点焊参数完全适用于本项研究的目的。
焊接质量等级 | 焊接电流 [kA] | 焊接时间 [ms] | 电极力 [kN] | 焊点熔核直径[mm] |
标准尺寸焊点熔核 | 10 | 350 | 1.76 | 6.7 |
中等尺寸焊点熔核 | 8.5 | 350 | 1.76 | 5.93 |
小尺寸焊点熔核 | 8 | 150 | 1.43 | 2.62 |
锌层粘结失效 | 7 | 200 | 1.43 | 0 |
表2:RSW参数及相应的焊点熔核直径
为了实施在线质量保证方法,采用第3章所述的模型对剪切图进行了处理。为增加训练数据量,每道焊缝使用多张剪切图进行训练。这些剪切图在参考图像和分析图像的采集时间上略有差异(参见表3)。这种方法确保了实际应用场景中可能出现的微小时间偏差不会影响质量保证方法的性能。
名称 | 参考图像的采集时间 | 分析图像的采集时间 |
剪切图1 | 1.33s | 1.13s |
剪切图2 | 1.36s | 1.16s |
剪切图3 | 1.3s | 1.1s |
剪切图4 | 1.33s | 1.1s |
表3:电阻点焊(RSW)后抬起焊条时的剪切图时间信息
利用图1所示的实验装置和第3章所述的模型,采用剪切散斑干涉技术对RSW进行过程监测实验,结果显示正确分类率达到99.59%,计算时间为12.54ms(见图3)。在此情况下,全部的489张剪切图均被分配到表2中描述的四个质量等级。在此案例中,该模型错误地将标准尺寸和中等尺寸焊点熔核误判为同一类别,同时还把小尺寸焊点熔核与锌层粘结失效混淆了。
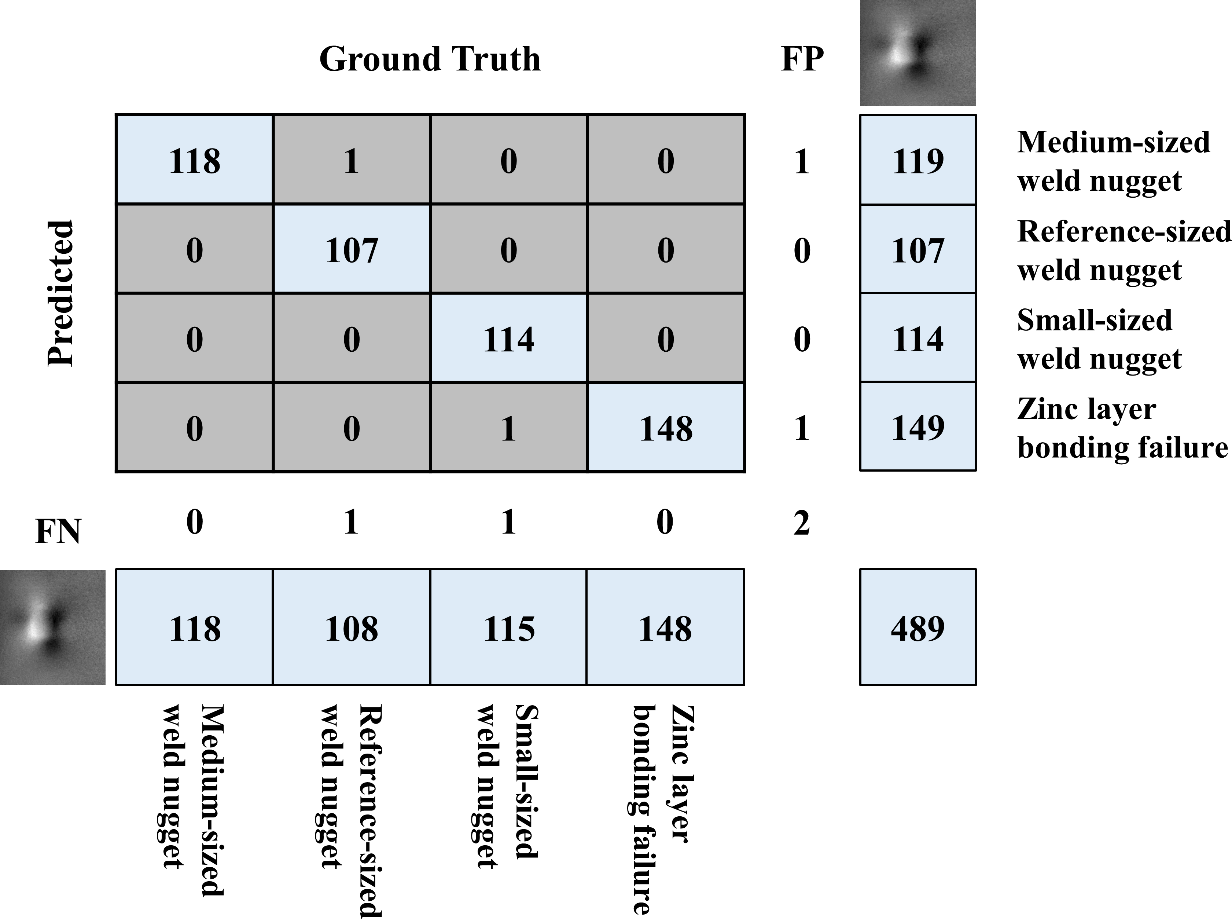
图3:计算四类焊点质量等级的机器学习模型决策矩阵
图4展示了所应用模型中用于分类决策的剪切图特征,分别以热力图形式呈现了标准尺寸和小尺寸焊点熔核的情况。显然,对于标准尺寸的焊点熔核,由焊点熔核定义的几何形状是决定性特征。热力图显示,该模型主要关注与焊点熔核对应的圆形区域,该区域的条纹曲率和对比度最为显著。相比之下,对于焊点熔核直径较小的接头,该特征的重要性较低。在这些情况下,模型还会考虑焊点的周边区域,这表明焊点熔核区域外的变形梯度变化对分类起到了作用。这表明,在区分不同焊点质量等级时,该模型同时综合了由焊点熔核引起的变形特征和周边变形特征。
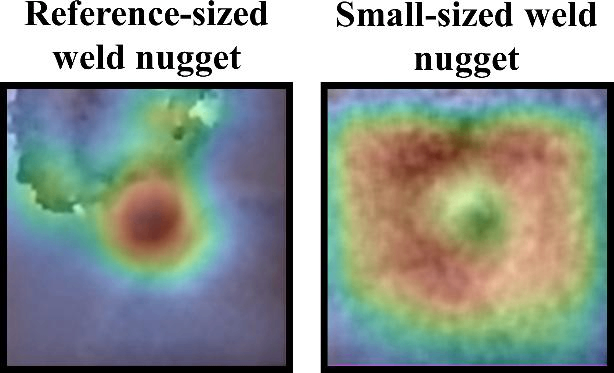
图4:展示模型分类决策的热力图
通过将小直径透镜和镀锌涂层的类别合并为一个新类别(NOK焊点),并重新训练模型,类别数量得以减少,正确分类率提升至99.8%(见图5)。这表明在区分合格(OK)与不合格(NOK)焊缝时,模型的鲁棒性得到了提升。将这两个类别合并是合理的,因为根据行业标准,两者均表现出接头性能不足。由于类别数量的减少,计算时间缩短至7.91毫秒。高正确分类率与短处理时间的结合,证明了剪切散斑干涉法适用于作为电阻点焊接头的在线质量控制方法。
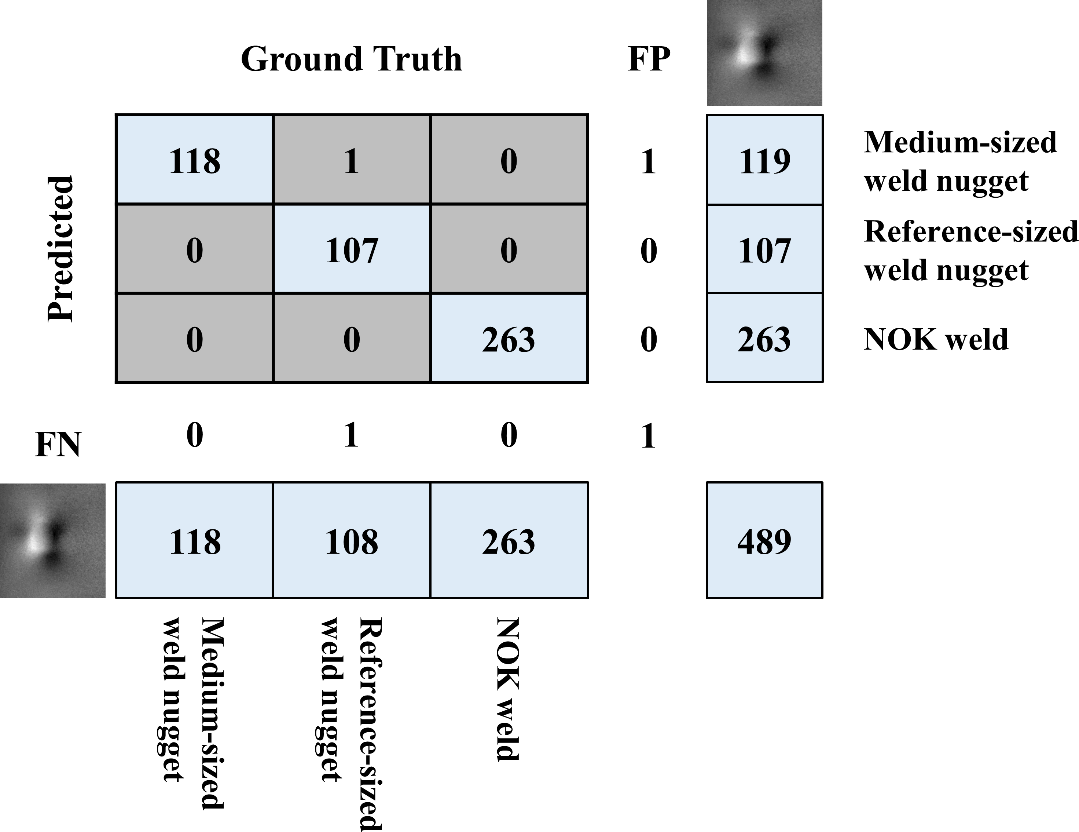
图5:计算三个焊点质量类别的机器学习模型决策矩阵
5、现有点焊接头的结构健康监测
在研究RSW接头结构健康监测中的剪切散斑干涉技术时,第一步是针对三种接头质量等级定义RSW工艺参数。这些参数以及相应的焊点熔核直径列于表4中。挤压时间和保持时间均设定为500ms。
焊点质量等级 | 焊接电流(kA) | 焊接时间(ms) | 电极力 (kN) | 熔核直径(mm) |
标准尺寸焊点熔核 | 9 | 350 | 1.76 | 5.7 |
小尺寸焊点熔核 | 7 | 200 | 1.43 | 2.6 |
锌层粘结失效 | 7 | 150 | 1.43 | 0 |
表4:结构健康监测实验的RSW工艺参数及焊接结果
总体观察表明,在电阻点焊的感应加热过程中,可通过剪切散斑干涉技术检测到金属结合区的大小。熔核在干涉信号中表现为明显的曲率变化(参见图6)。作为佐证,当存在金属结合区时,变形波形通常会显示出显著的峰峰距。
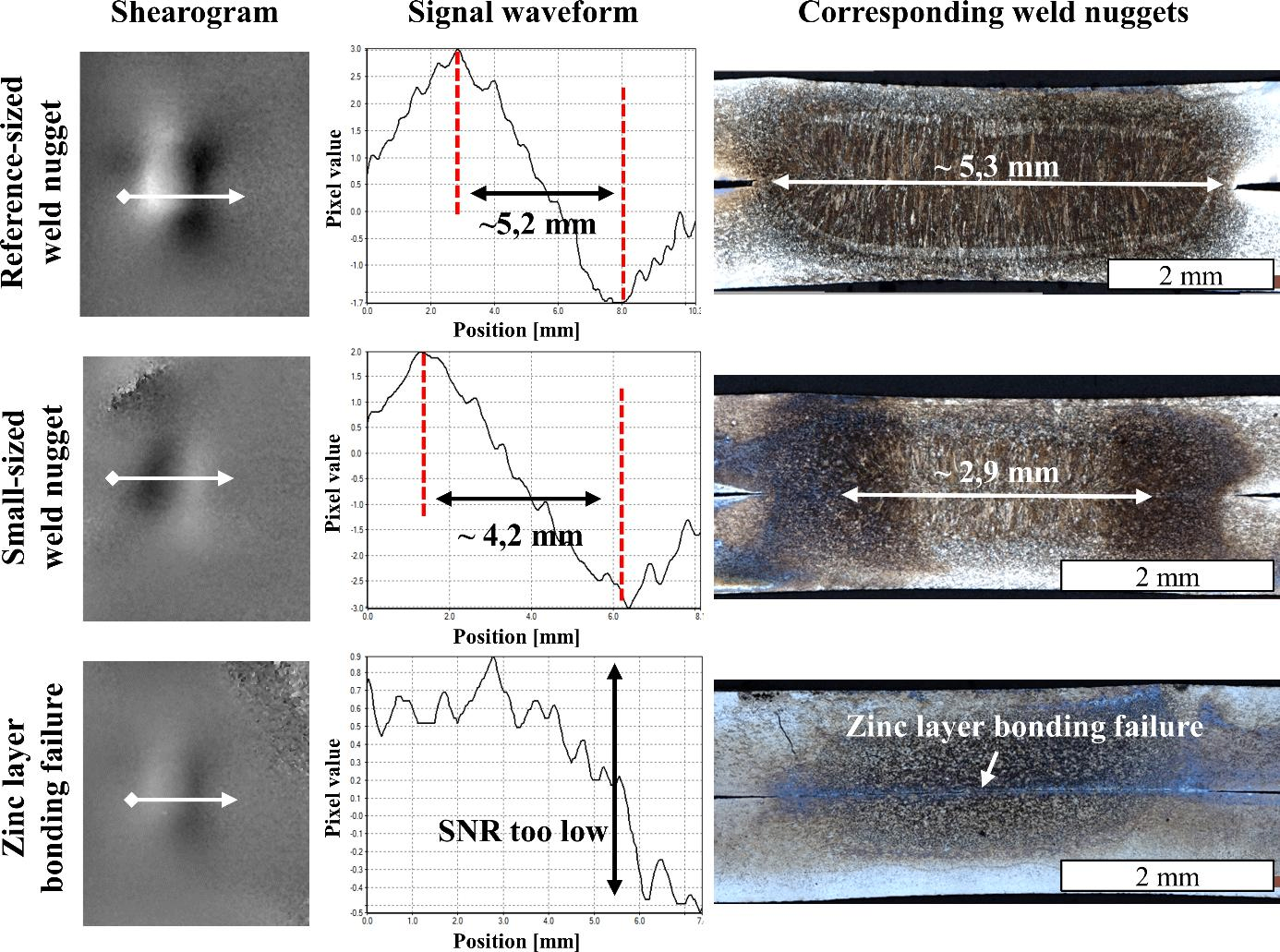
图6:解调后的剪切图及信号线状评估位置(左)、相应的波形(中)以及相应的焊点熔核(右)
为评估结构健康监测(SHM)研究的有效性,对信号波形进行了分析。研究表明,信号极值之间的距离与熔核直径呈相关性,因此可作为定量指标。信噪比(SNR)可作为评估电阻点焊质量的额外参数。对于“锌层粘结失效”这一缺陷类型,其信号质量较差可归因于接合部件之间缺乏冶金结合。在这种情况下,波形呈现低对比度和不规则的信号变化,反映出板材之间缺乏机械耦合。这表明,即使是对接头强度影响最关键的缺陷类型,也能被可靠地检测出来。
结果验证表明,通过剪切成像法测定的熔核直径与实际熔核直径高度吻合。对于标准尺寸的熔核,偏差仅为3%(参见图7)。该偏差值处于焊接检测中无损检测与破坏性试验相关性对比通常可接受的范围内。
研究表明,利用成本效益高的剪切成像系统,无需复杂的AI模型,即可对RSW接头进行有效的结构健康监测。可以合理地认为,第4章中应用的模型或类似方法同样非常适合用于预测接头质量。因此,该方案具有巨大的潜力。
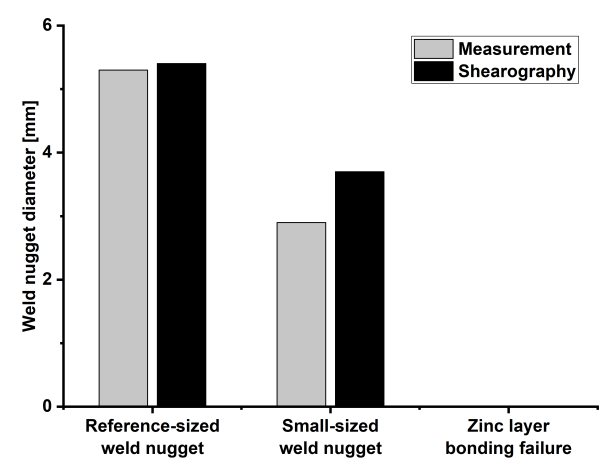
图7:光学显微镜与剪切散斑干涉法测定的焊点熔核直径对比
6、结论与展望
本研究证明了剪切散斑干涉作为一种无损检测技术,在电阻点焊的在线质量监测和结构健康监测方面具有巨大潜力。结果表明,在冷却过程中或感应激励下记录到的表面变形梯度与焊点熔核形成、接头刚度以及关键连接缺陷的存在具有良好的相关性。
在过程监测方面,剪切散斑干涉技术能够在焊接完成后立即对焊点进行可靠分类。基于人工智能的评估模型实现了超过99.8%的分类准确率,并具备实时处理能力,证实了其在工业生产环境中进行100%在线检测的适用性。该方法对轻微的工艺波动表现出良好的鲁棒性,并能有效区分合格(OK)与不合格(NOK)焊点。
在结构健康监测(SHM)应用中,感应激励技术使研究人员能够利用经济高效的剪切散斑干涉系统对现有焊点进行定量评估。根据变形波形测定的焊点熔核直径与破坏性参考测量结果的偏差小于3%。即使对于关键的锌层粘结失效,也能通过其低信号质量清晰地检测出来,这表明该方法对涉及安全性的缺陷具有高灵敏度,且无需复杂的数据处理。
综上所述,剪切散斑干涉提供了一种多功能且高效的无损检测方法,覆盖了电阻焊(RSW)的全生命周期——从生产过程监测到结构健康监测(SHM)。未来工作将致力于提高其在工业边界条件下的鲁棒性,将适用范围扩展至更多接头类型和材料,并将剪切散斑干涉集成到智能制造的数字化质量保证框架中。
参考文献:
Grass, M., Wolf, C., Prints, E., & Böhm, S. (2026). Shearography-Based Evaluation of Resistance Spot Welds: From In-Process Monitoring to Structural Health Monitoring. 2nd Latin-American Workshop on Structural Health Monitoring, Santiago, Chile January, 7-9 2026. e-Journal of Nondestructive Testing Vol. 31(2). https://doi.org/10.58286/32513